-

深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工
深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工 9
9
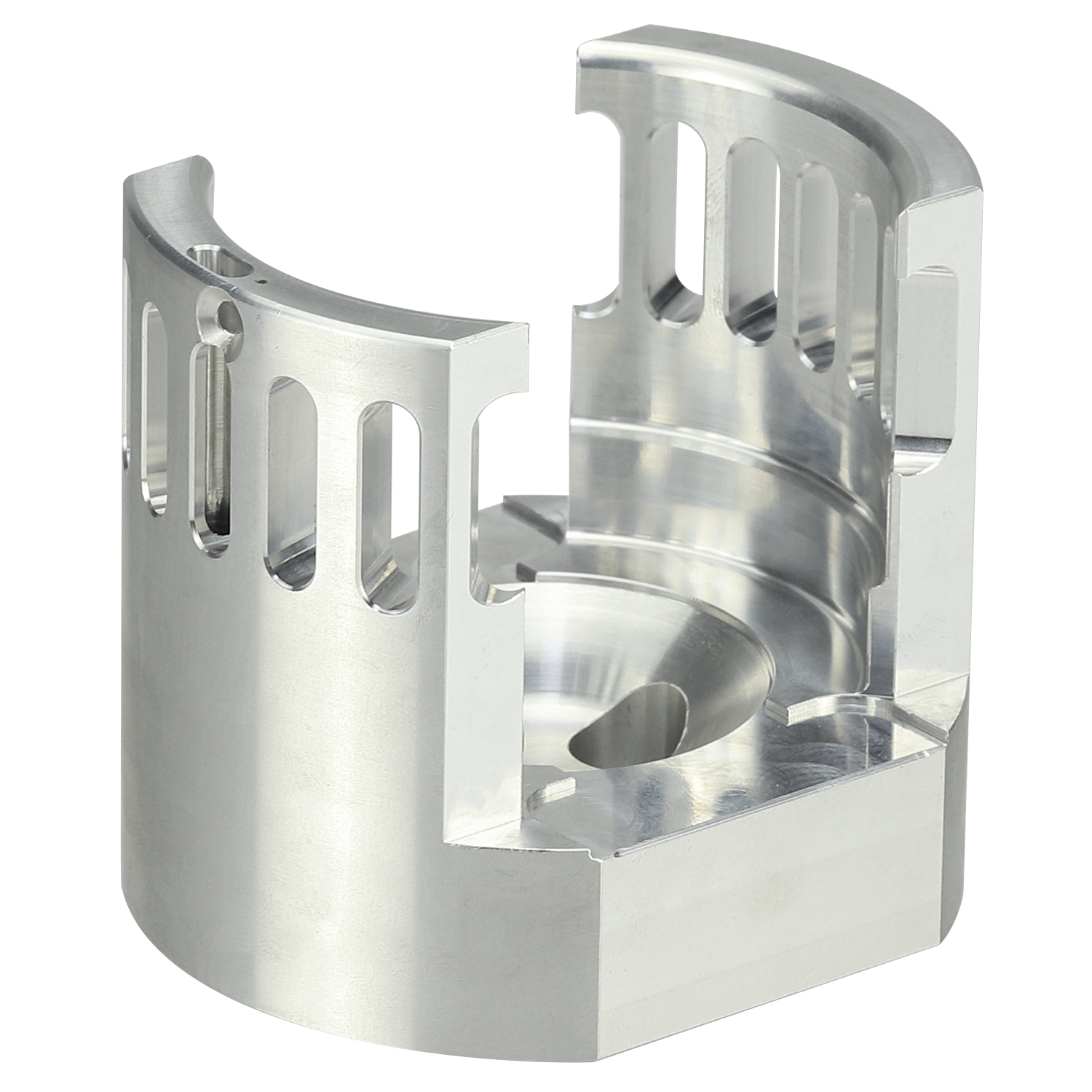
我司可满足客户单件,小批量,大批量生产需求。此外还可向客户提供各种表面处理与热处理。如:硬质氧化、电解抛光、无电解沉镍、镀铬、真空热处理、气体氮化、高周波热处理、浸炭热处理等等。公司设备拥有日本进口MAZAK五轴车铣复合加工设备,有数控铣床、车床、磨床及英国产Nikon三次元测量仪等**设备。加工领域覆盖汽车、、能源、船舶到航空航天等领域。加工能力达到****水平,拥有日本和美国稳定客户。
零件各加工部位的结构工艺性应符合数控加工的特点
1) 零件的内腔和外形采用统一的几何类型和尺寸。这样可以减少规格和换刀次数,使编程方便,生产效益提高。
2) 内槽圆角的大小决定着直径的大小,因而内槽圆角半径不应过小。零件工艺性的好与被加工轮廓的高低、转接圆弧半径的大小等有关。
3) 零件铣削底平面时,槽底圆角半径r不应过大。
4) 应采用统一的基准定位。在数控加工中,若没有统一基准定位,会因工件的重新安装而导致加工后的两个面上轮廓位置及尺寸不协调现象。因此要避免上述问题的产生,**两次装夹加工后其相对位置的准确性,应采用统一的基准定位。
(二)加工方案确定的原则
零件上比较精密表面的加工,常常是通过粗加工、半精加工和精加工逐步达到的。对这些表面仅仅根据质量要求选择相应的终加工方法是不够的,还应正确地确定从毛坯到终成形的加工方案。确定加工方案时,首先应根据主要表面的精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法。例如,对于孔径不大的IT7级精度的孔,终加工方法取精铰时,则精铰孔前通常要经过钻孔、扩孔和粗铰孔等加工。
双主轴、双刀架复合机床具有相对排列的两个主轴以及具备Y轴控制的2套刀架,因此可同时对2个不同零件(或相同零件)进行车铣复合加工。机床特有双通道控制系统可实现双主轴、双刀架四轴联动加工,能够完成对一些形状复杂的精密零件的车削,钻削,铣削甚至磨削复合加工,同时两套主轴及刀架可以控制或者联动控制。
随着我国科技水平的提升,数控加工设备在各个制造行业得到了广泛普及,与此同时,市场的多样化需求也对企业的生产能力提出了更严格的要求,相关领域的核心技术的突破,与常规加工方式相比,其主要优点如下:
1、流程简单。对加工零件的适应性强,柔性高,灵活性好。
2、安全性高。具有自诊断、自修复功能,在整个工作状态中,系统随时对CNC系统本身以及与其相连的各种设备进行自诊断、检查。
3、自动化水平高。一次装夹即可完成对工件的大部分切削加工,**了工件的加工精度,提高了加工效率。
4、功能多样。能在同一台机床上同时实现铣削、镗削、钻削、车削、铰孔、扩孔、攻螺纹等多种工序加工。
5、智能化管理。直接通过图形、图像、动画等可视化技术与虚拟环境技术配合,可显示NC编程设计、参数设定、刀具管理、加工模拟仿真等。
深圳市恒泰机电有限公司拥有一批实践经验丰富的技术与品质管理人员,用专业的技术与优质的服务满足客户需求。我们抱以真挚、诚恳的邀请贵公司来本公司参观指导,以谋求共同发展。


