-

深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工
深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工 9
9
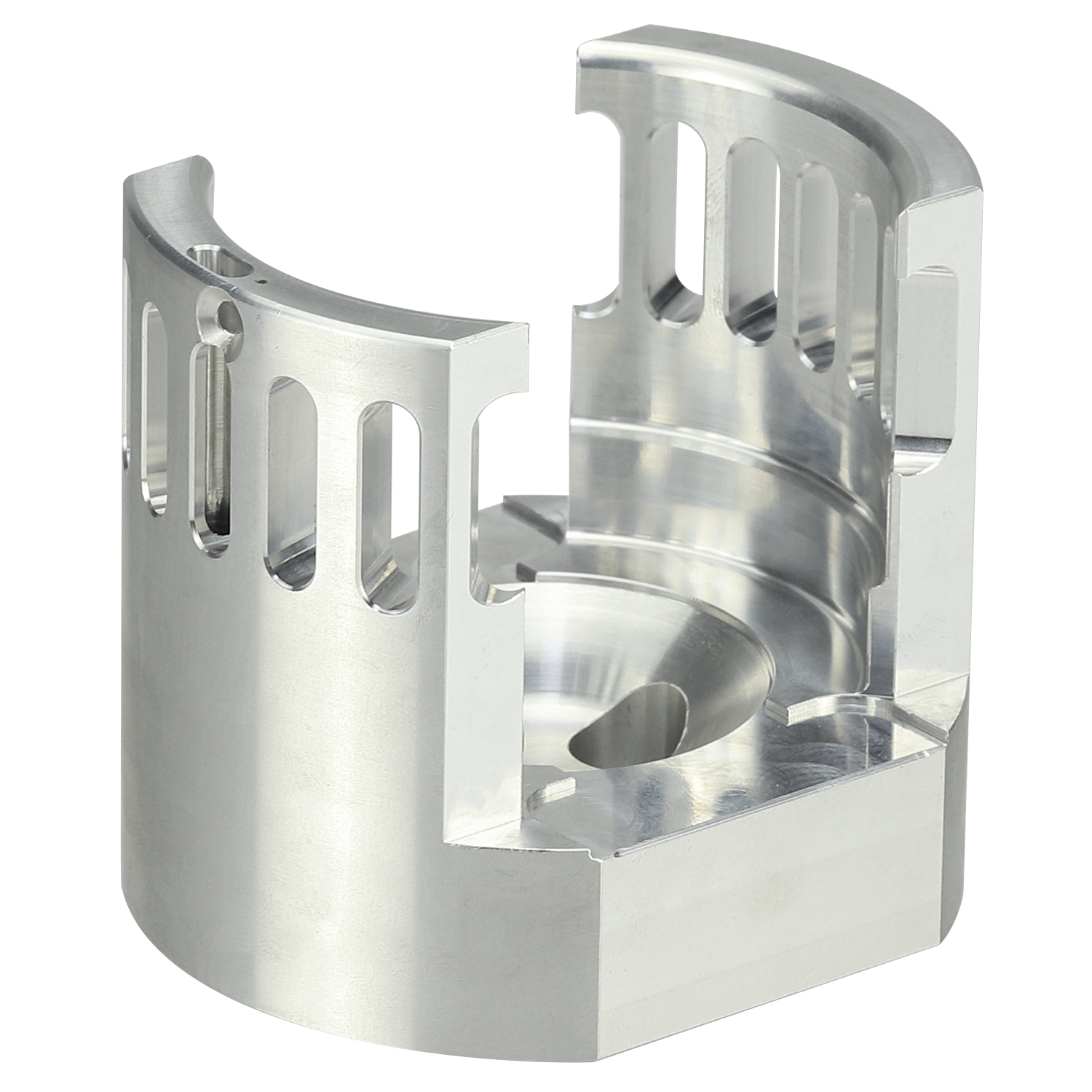
我司可满足客户单件,小批量,大批量生产需求。此外还可向客户提供各种表面处理与热处理。如:硬质氧化、电解抛光、无电解沉镍、镀铬、真空热处理、气体氮化、高周波热处理、浸炭热处理等等。公司设备拥有日本进口MAZAK五轴车铣复合加工设备,有数控铣床、车床、磨床及英国产Nikon三次元测量仪等**设备。加工领域覆盖汽车、、能源、船舶到航空航天等领域。加工能力达到****水平,拥有日本和美国稳定客户。
一、机床的合理选用
在数控机床上加工零件时,一般有两种情况。
种情况:有零件图样和毛坯,要选择适合加工该零件的数控机床。
*二种情况:已经有了数控机床,要选择适合在该机床上加工的零件。
无论哪种情况,考虑的因素主要有,毛坯的材料和类、零件轮廓形状复杂程度、尺寸大小、加工精度、零件数量、热处理要求等。概括起来有三点:
① 要**加工零件的技术要求,加工出合格的产品。
② 有利于提高生产率。
③ 尽可能降低生产成本(加工费用)。
在一台机床上能完成复数工序和复数工种的加工,这样的机床称为复合加工机床.也就是说,在复 合加工机床上可以实现完全不同性质加工过程的加工,这是现代复合加工机床主要的发展方向,其**的优点是可以缩短工件的生产周期及减少机床的 占地面积,提高工件加工精度,适应多品种小批量生产,满足变量变品种时代的到来.
加工方法的选择
加工方法的选择原则是**加工表面的加工精度和表面粗糙度的要求。由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择时,要结合零件的形状、尺寸大小和热处理要求等全面考虑。例如,对于IT7级精度的孔采用镗削、铰削、磨削等加工方法均可达到精度要求,但箱体上的孔一般采用镗削或铰削,而不宜采用磨削。一般小尺寸的箱体孔选择铰孔,当孔径较大时则应选择镗孔。此外,还应考虑生产率和经济性的要求,以及工厂的生产设备等实际情况。常用加工方法的经济加工精度及表面粗糙度可查阅有关工艺手册。
零件各加工部位的结构工艺性应符合数控加工的特点
1) 零件的内腔和外形采用统一的几何类型和尺寸。这样可以减少规格和换刀次数,使编程方便,生产效益提高。
2) 内槽圆角的大小决定着直径的大小,因而内槽圆角半径不应过小。零件工艺性的好与被加工轮廓的高低、转接圆弧半径的大小等有关。
3) 零件铣削底平面时,槽底圆角半径r不应过大。
4) 应采用统一的基准定位。在数控加工中,若没有统一基准定位,会因工件的重新安装而导致加工后的两个面上轮廓位置及尺寸不协调现象。因此要避免上述问题的产生,**两次装夹加工后其相对位置的准确性,应采用统一的基准定位。
本公司将希望通过与日本机械领域的公司进行合作,多学。为广大客户提供更好的产品和更完善的服务.


