-

深圳市恒泰机电有限公司
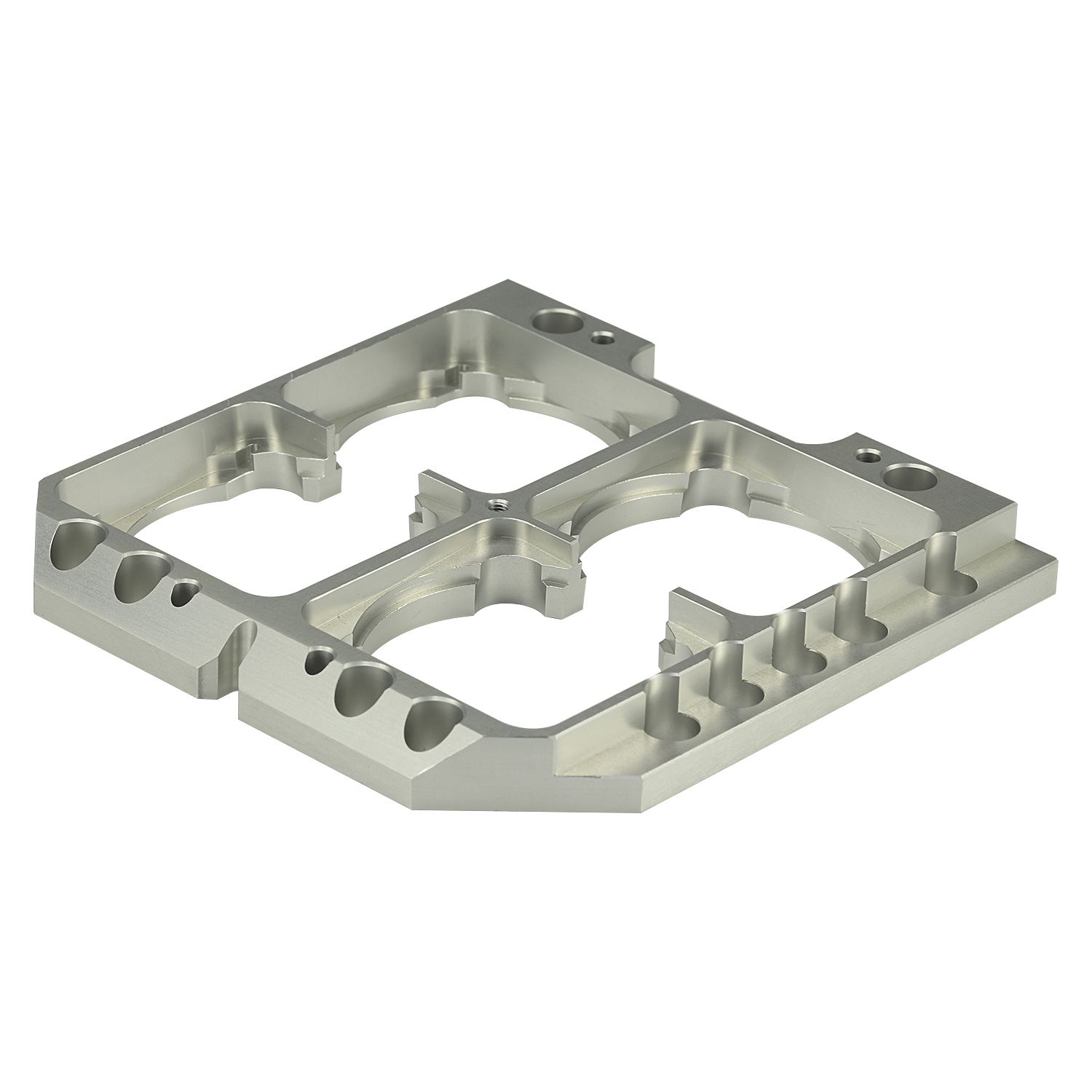
主营:五轴车铣复合加工,精密零部件加工,五轴加工

深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工 8
8
自成立以来,公司始终坚持“以人为本、持续创新、优质快捷、客户至上”的品质方针,实现企业与客户的共同发展,始终保持朝气蓬勃,以敏锐的思维和快速的行动力去创造充满的企业,实现企业与员工的共同愿景。
粗车,粗车时加工余量较大,因而切削深度和进给量都较大,切削阻力大,产生大量切削热,磨损也较严重,主要应选用以冷却作用并具有一定清洗、润滑和防锈作用的水基切削液,将切削热及时带走,降低切削温度,从而提高耐用度。一般选用较压乳化液效果更好。较压乳化液除冷却性能好之外,还具备良好的较压润滑性。使用水基切削液要注意机床导轨面的保养,下班前要将工作台上的切削液擦干,涂上润滑油。
金刚石砂轮磨削:这是使用于硬质合金、陶瓷、玻璃等硬度高的材料的磨削加工,可以进行粗磨、精磨,磨出的表面一般不产生裂纹、缺口,可以达到较低的表面粗糙度。为了防止磨削时产生过多的热量和导致砂轮过早磨损,获得较低的表面粗糙度,就需要连续而充分的冷却。这种磨削由于工件硬度高,磨削液主要应具备冷却和清洗性能,保持砂轮锋锐,磨削液的摩擦系数不能过低,否则会造成磨削效率低,表面等不良效果,可以采用以无机盐为主的化学合成液作磨削液。精磨时可加入少量的聚已二醇作润滑剂,可以提高工件表面加工质量。对于加工精度高的零件,可采用润滑性能好的低粘度油基磨削液。
车铣复合能够在一台机床上完成多工序连续加工,自动化强度高,降低了劳动水平,带来了良好的经济效益,有利于现代化的消费管理。总而言之,车铣复合要比普通车床级别高很多,我们相信车铣复合将会越来越智能化,而普通车床可能会逐步退出机械市场。
下面列举几个攻螺纹用切削液的配方(质量分数):1)硫化脂肪油10%、氯化石蜡10%、脂肪油8%、L-AN15全损耗用油72%,适用于钢、合金钢攻螺纹。2)JQ-2较压润滑剂20%,JQ-1精密切削润滑剂10%、L-AN15全损耗系统用油70%,适用于钢、合金钢攻螺纹。3)JQ-2较压润滑剂15%,柴油机油20%,L-AN15全损耗系统用油65%,适用于铝和铝合金攻螺纹。4)JQ-2较压润滑剂30%,氯化石蜡10%,脂肪油10%,L-AN32全损耗系统用油50%,适用于不锈钢及盲孔攻螺纹。5)较压乳化油20%+水80%,适用于钢标准件螺纹加工。