-

深圳市恒泰机电有限公司
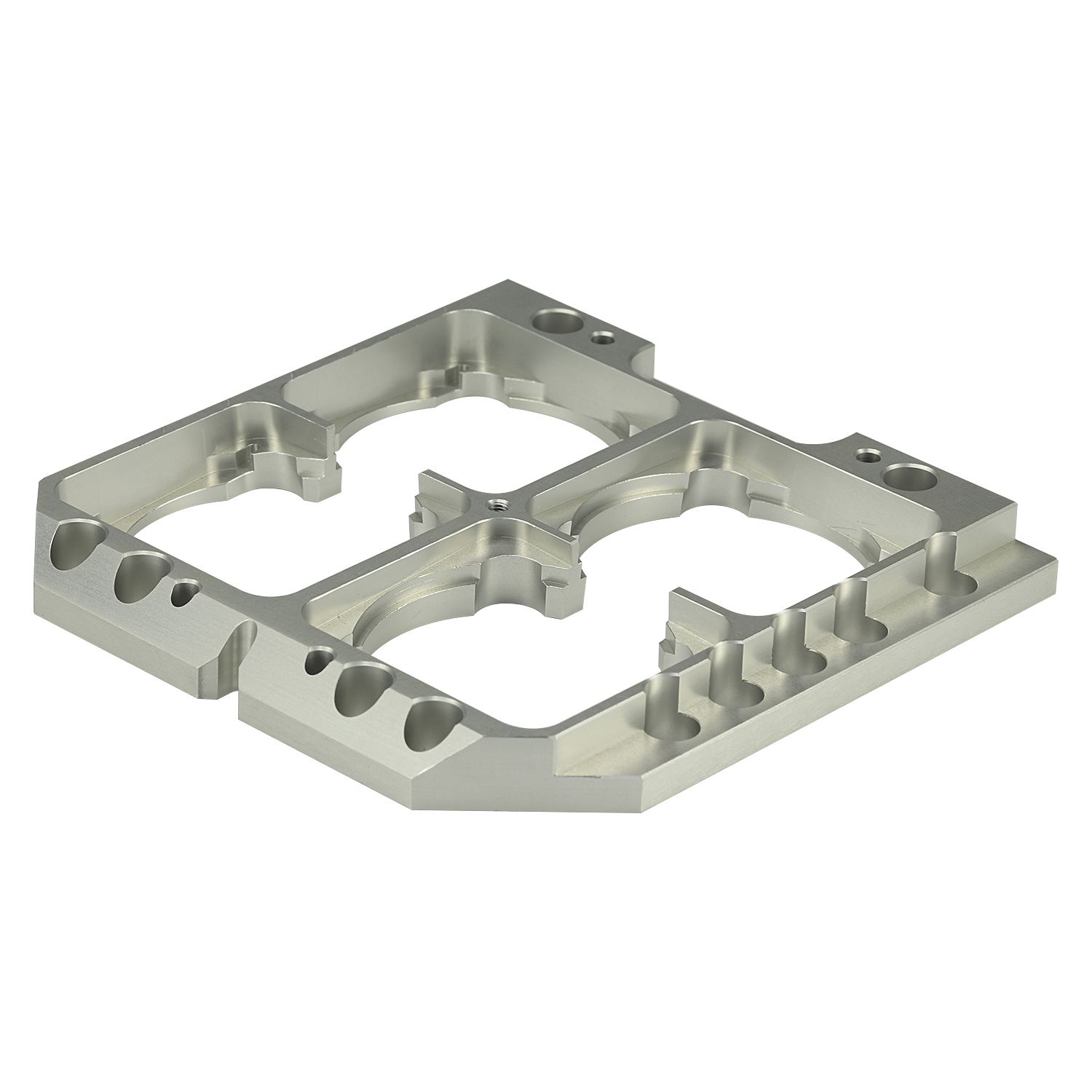
主营:五轴车铣复合加工,精密零部件加工,五轴加工
深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工 9
9
深圳市恒泰机电有限公司于2007年1月成立于深圳市宝安区。毗邻中国香港、广州、东莞、惠州,交通条件便利。凭借深圳*特的区位优势和创新机遇,秉承“品质,客户至上”的理念,不断提高公司的技术水平,为客户提供低成本高质量的产品和优质的服务。
磨削,磨削加工能获得很高的尺寸精度和较低的表面粗糙度。磨削时,磨削速度高,发热量大,磨削温度可高达800-1000℃甚至更高,容易引起工件表面和由于热应力的作用产生表面裂纹及零件变形,砂轮磨损钝化,磨粒脱落,而且磨屑和砂轮粉末易飞溅,落到零件表面而影响加工精度和表面粗糙度。加工韧性和塑性材料时,磨屑易嵌塞在砂轮工作面上的空隙处或磨屑与加工金属熔结在砂轮表面上,会使砂轮失去磨削能力。因此,为了降低磨削温度,冲洗掉磨屑和砂轮末,提高磨削比和工件表面质量,必须采用冷却性能和清洗性能良好,并有一定润滑性和防锈性的切削液。
螺纹加工,切削螺纹时,与切削材料成楔形接触,刀刃三面被切削材料所包围,切削力矩大,排屑比较困难,热量不能及时由切屑带走,容易磨损,切削碎片挤塞并且容易产生振动。尤其是车螺纹和攻螺纹时切削条件更苛刻,有时会出现崩刃和断丝锥,要求切削液同时具备较低的摩擦系数和较高的较压性,以减少的摩擦阻力和延长使用寿命。一般应选用同时含有油性剂和较压剂的复合切削液。此外,攻螺纹时切削液的渗透性很重要,切削液能否及时渗透到刀刃上,对丝锥的耐用度影响很大。切削液的渗透性与粘度有关,粘度小的油渗透性较好,必要时可加进少量的柴油或煤油来提高渗透效果。有的场合,如盲孔攻螺纹时,切削液很难进入孔中,这时采用粘度大、附着能力强的切削液效果反而更好。
机械零件的切削是指在金属切削过程中,切除工件上多余的金属层,被切离工件的过程,就是切削制造工艺的流程,要提高切削工艺效率,必须从以下方面给予解决:
一、机械零件材料的切削加工性1、机械零件材料切削加工性的概念
在一定的加工条件下,工件材料被切削加工的难易程度,称为材料的切削加工性,一般良好的切削加工性是指,寿命较长或一定寿命下的切削速度较高,在相同的切削工艺条件下切削力较小,切削温度较低,容易获得好的表面质量。
2、改善工件材料切削装置工艺途径
工件材料的切削加工性对生产率和表面质量有很大影响,因此在满足机械零件使用要求的前提下,尽量选用加工性较好的材料,在实际生产中,还可采取一些措施来改变材料的切削加工性。
衍磨,衍磨加工的工件精度高,表面粗糙度低,加工过程产生的铁粉和油石粉颗粒度很小,容易悬浮在磨削液中,造成油石孔堵塞,影响加工效率和破坏工件表面的加工质量,所以要求冷却润滑液首先要具备较好的渗透、清洗、沉降性能。水基冷却液对细小粉末的沉降性能差,一般不宜采用。粘度大的油基磨削液也不利粉末的沉降,所以一般采用粘度小(40℃约2-32/s时)的矿物油加入一定量的非活性的硫化脂肪油作衍磨油。
五轴车铣技术的**理念是提高产品质量和缩短产品制造周期。因此,这种技术在自动化设备、、通讯、汽车以及一些民用工业领域中的应用具有相当的优势,尤其在一些形状复杂的异形零件的加工中更具优势。深圳市恒泰机电有限公司拥有一批实践经验丰富的技术与品质管理人员,用专业的技术与优质的服务满足客户需求。我们抱以真挚、诚恳的邀请贵公司来本公司参观指导,以谋求共同发展。


