-

深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工

深圳市恒泰机电有限公司
主营:五轴车铣复合加工,精密零部件加工,五轴加工 8
8
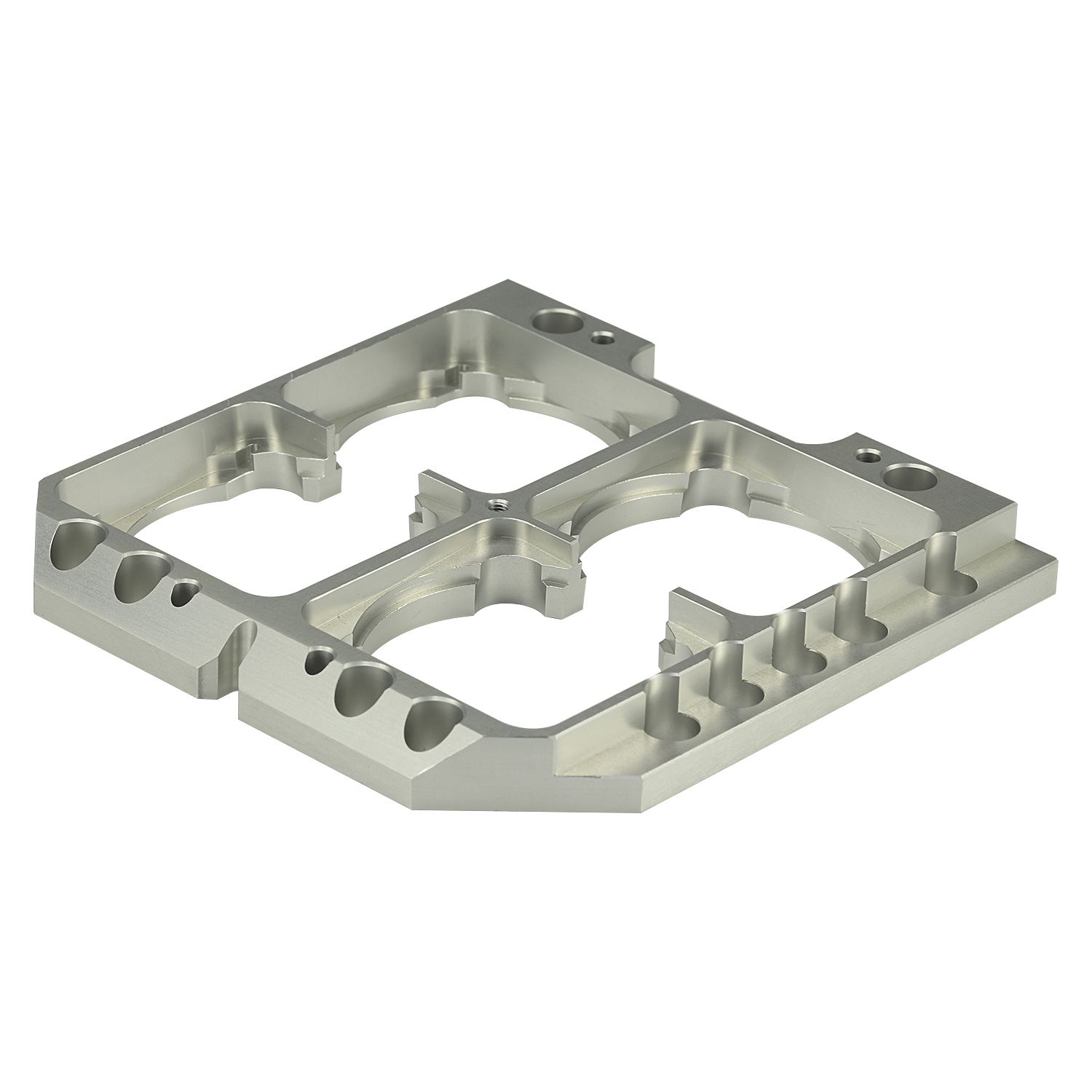
本公司制造的产品所服务的主要范围是机械、电子、自动化流水线、通信、模具、,自动化生产设备等行业。同时对各种材料的加工均有丰富的经验,如AL6061/7075,SUS303/304,S136H,SS440C,SKD11,陶瓷,硬质合金,工程塑料EVA等。
使用车铣复合的用户数量在越来越多,比如说车铣复合机的销售量每年都以20%左右的速度在逐渐递增的趋势增长,但是你知道如何使用使用车铣复合么?你知道需要哪些技巧来帮助我们更好的使用车铣复合么?
1.在使用车铣复合机时,首先,应该对车床的使用和操作说明所有了解,阅读普通车床的说明书,从中了解车床的安装、维护和更换等问题的解决方法。其次,要按照规定要求安装普通车床。
2.在安装时从整机上取出某块线路板时,应注意记录其相对应的位置,连接的电缆号,对于固定安装的线路板,还应按前后取下相应的压接部件及螺钉作记录。拆卸下的压件及螺钉应放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。
3.电烙铁应放在顺手的前方,远离维修线路板。烙铁头应作适当的修整,以适应集成电路的焊接,并避免焊接时碰伤别的元器件。
测量线路间的阻值时,应断电源,测阻值时应红黑表笔互换测量两次,以阻值大的为参考值。
4.线路板上大多刷有阻焊膜,因此测量时应找到相应的焊点作为测试点,不要铲除焊膜,有的板子全部刷有绝缘层,则只有在焊点处用刀片刮开绝缘层。
5.不应随意拆换元器件。有的维修人员在没有确定故障元件的情况下只是凭感觉那一个元件坏了,就立即拆换,这样误判率较高,拆下的元件人为损坏率也较高。
6.更换新的器件,其引脚应作适当的处理,焊接中不应使用酸性焊油。
机械零件的切削是指在金属切削过程中,切除工件上多余的金属层,被切离工件的过程,就是切削制造工艺的流程,要提高切削工艺效率,必须从以下方面给予解决:
一、机械零件材料的切削加工性1、机械零件材料切削加工性的概念
在一定的加工条件下,工件材料被切削加工的难易程度,称为材料的切削加工性,一般良好的切削加工性是指,寿命较长或一定寿命下的切削速度较高,在相同的切削工艺条件下切削力较小,切削温度较低,容易获得好的表面质量。
2、改善工件材料切削装置工艺途径
工件材料的切削加工性对生产率和表面质量有很大影响,因此在满足机械零件使用要求的前提下,尽量选用加工性较好的材料,在实际生产中,还可采取一些措施来改变材料的切削加工性。
车铣复合能够在一台机床上完成多工序连续加工,自动化强度高,降低了劳动水平,带来了良好的经济效益,有利于现代化的消费管理。总而言之,车铣复合要比普通车床级别高很多,我们相信车铣复合将会越来越智能化,而普通车床可能会逐步退出机械市场。
使用切削液的注意事项
(1)油状乳化液必须用水稀释后才能使用,尽量选用环保型切削液;
(2)切削液必须浇注在切削区域内;
(3)控制好切削液的,不要造成切削液的浪费;
(4)加注切削液的方法可以采用浇注法和冷却法两种方式。
以上我们从机械零件切削的加工性,加工中的选择、切削量的选择、切削液的选择,对机械零件的切削制造工艺如何提高效率给予了分析和解,希望能对您有帮助。